Programmieren von NC-Abkantpressen mit Almacam Bend
Der Vorgang des Biegens findet praktisch in allen Betrieben statt, die sich auf die Bearbeitung von Blechteilen spezialisiert haben. Diese Phase des Produktionsprozesses ist sehr anspruchsvoll, denn es geht nicht nur um die genaue Berücksichtigung der Maßtoleranzen, sondern auch um die Optimierung der Fertigungskosten. Darüber hinaus kommt es hier häufig zu betrieblichen Engpässen. Wer seine NC-Abkantpressen mit der Software Almacam Bend programmiert, kann die Produktivität dieser Maschinen deutlich steigern, die Produktion beschleunigen und teure Programmierfehler vermeiden.
Technologie
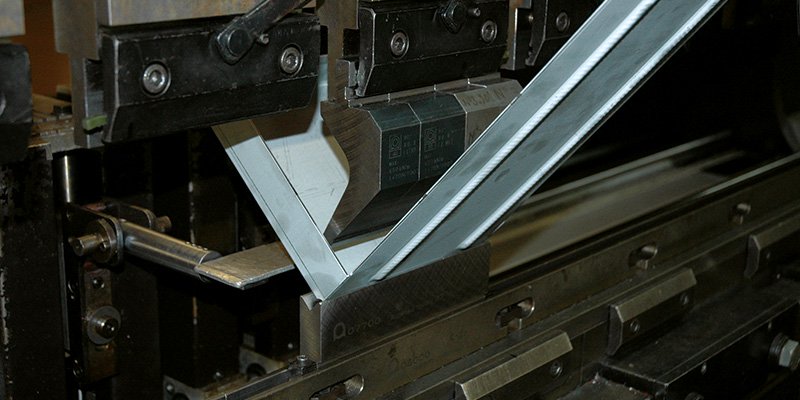
[Source : Métal Interface]
Das Biegen kommt bei Blechen mit einer Dicke zwischen 1 und > 20 mm zum Einsatz und bezeichnet deren dauerhafte Kaltverformung. Dazu wird das Blech zuerst auf einer Matrize („Unterwerkzeug“) platziert, sodass es voreingestellte Anschläge berührt. Anschließend wird mithilfe eines Stempels („Oberwerkzeug“) Druck auf einen Teil des Blechs ausgeübt. Der erforderliche Kraftaufwand hängt von der Streckgrenze des Metalls, der Dicke des Blechs und der Länge und Richtung der gewünschten Biegekante ab.
Es gibt mehrere Biegemethoden:
- Das V-Biegen, bei dem das Werkstück auf einer Matrize mit V-förmiger Öffnung platziert wird und das sich selbst wiederum in zwei Vorgehensweisen unterteilt: einerseits das Prägebiegen, bei dem der Winkel der Matrize und des Stempels mit dem Biegewinkel übereinstimmt, da das Blech so lange gebogen wird, bis es den Boden der Matrize berührt, und andererseits das Freibiegen, bei dem der Stempel das Werkstück so lange in die Matrize drückt, bis der gewünschte Biegewinkel erreicht ist, wobei allerdings zwischen Stempel und Matrize ein Freiraum bleibt
- Das Schwenkbiegen (weniger weit verbreitet)
- Das U-Biegen, das dem Tiefziehen ähnelt und bei dem die Mulde in der Matrize der gewünschten Biegeform entspricht
Die Abkantpresse kann zur Unterstützung des Bedieners mit einer numerischen Steuerung gekoppelt werden. Die NC-Steuerung bietet in diesem Fall die Möglichkeit zur Regulierung der Anschlagposition, der Biegegeschwindigkeit, der Werkzeugwege usw.
Hersteller von Abkantpressen bieten drei verschiedene Technologien an:
- Hydraulische Abkantpressen, die sich durch eine besonders hohe Biegekraft auszeichnen
- Elektrische Abkantpressen, bei denen die Betriebs- und Wartungskosten besonders gering sind
- Hybrid-Abkantpressen, die eine Mischform aus den beiden vorhergehenden Technologien darstellen und bei denen Elektromotoren den Einsatz des Hydraulikantriebs auf das erforderliche Minimum beschränken
Abkantpressen lassen sich außerdem mit einem Roboter kombinieren, um das Biegen so weit zu automatisieren, dass kein menschliches Eingreifen mehr notwendig ist. Der Einsatz solcher Geräte hängt stark davon ab, welche Teile in welchen Mengen hergestellt werden sollen.
Software zur Offline-Programmierung von NC-Abkantpressen
Die Software Almacam Bend ermöglicht die Simulation des kompletten Biegeprozesses und die automatisierte Offline-Programmierung aller gängigen NC-Abkantpressen. Almacam Bend lässt sich mit Unfold kombinieren, einem ebenfalls von Alma angebotenen Modul zum Abwickeln von Blechteilen. Sobald das gewünschte Teil in Unfold oder einem externen CAD-System modelliert wurde, ist die Programmierung der Abkantpresse mit Almacam Bend ein Kinderspiel: Anordnung der Biegekanten, Werkzeugauswahl, Positionierung der Anschlagfinger, realistische 3D-Simulation, Generierung der NC-Programme und Zusammenstellung aller Fertigungsdaten.
Programmiersoftware zur Steigerung der Produktivität von Abkantpressen
Almacam Bend erhöht die Produktivität der Abkantpressen durch eine Verkürzung der Stillstandszeiten. Der Offline-Programmiermodus der Software trägt dazu bei, dass teure Programmierfehler vor dem Produktionsstart vermieden und die Programmierzeiten der Abkantpressen verkürzt werden. Almacam Bend bietet eine einzige Programmierumgebung für alle NC-Abkantpressen innerhalb des Betriebs, sodass während der Programmierung auch problemlos zwischen verschiedenen Maschinen hin- und hergewechselt werden kann.